-
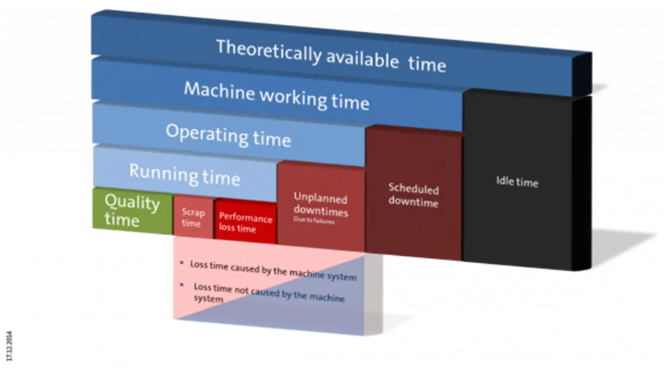
实际运行速度(Actual Operating Speed):实际运行速度是指设备在实际生产过程中实际达到的速度,通常以单位时间内的产量或产品数量表示。
-
额定运行速度(Rated Operating Speed):额定运行速度是指设备制造商或设计规范中规定的设备的设计或理论最大速度,通常以单位时间内的产量或产品数量表示。
-
效率(Efficiency): 在 DIN 8743中,设备速度方法中的效率通常定义为实际运行速度与额定运行速度之比,表示实际运行速度相对于理论最大速度的表现。效率通常以百分比表示,其值越高表示设备的运行效率越高。


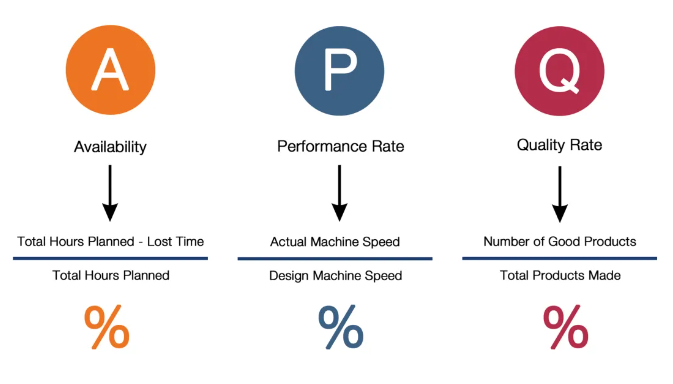
Availability(可用性):可用性指标表示设备在规定时间内实际生产的时间与理论上应该生产的时间之比。 可用性计算公式为: Availability=实际生产时间/总生产时间 Performance(性能):性能指标表示实际生产速度与标准生产速度之比,通常考虑设备的运行速度和停机时间。 性能计算公式为: Performance=实际生产速度/标准生产速 Quality(质量):质量指标表示合格产品数量与总生产数量之比。 质量计算公式为: Quality=合格产品数量/总生产数量
指标维度:速度主要关注生产线的产能和生产效率,而OEE则更全面地考虑了设备的可用性、性能和质量三个方面。 信息全面性: OEE提供了更全面的信息,能够更准确地反映生产线的运行状况,但速度只是生产线的一个方面。 应用范围:速度更适合作为生产能力的基本指标,用于快速评估生产线的产能和效率;而OEE更适合作为生产管理和优化的综合性能指标,用于深入分析生产线的运行状况并指导改进措施。 数据获取难度:速度的数据相对容易获取,通常直接由设备的生产能力或额定运行速度确定;而OEE的计算涉及到更多的数据收集和分析,需要准确的设备运行数据和质量信息。
举报
提交
取消
为帮助审核人员更快处理,请填写举报原因:
评论
匿名
提交
取消
匿名
{{item_parent.created_at}}
置顶
批准
驳回
编辑
等待审核
已驳回
回复
{{item_parent.show_reply_list ? '收起回复' : '查看回复'}}({{item_parent.children.length}})
编辑
提交
取消
写回复
匿名
提交
取消
{{item_children.from_user}} 回复 {{item_children.to_user}}
{{item_children.created_at}}
批准
驳回
编辑
等待审核
已驳回
回复
编辑
提交
取消
写回复
匿名
提交
取消
举报
提交
取消
为帮助审核人员更快处理,请填写举报原因: